|
Detalhes do produto:
|
| peça de trabalho: | fazer à máquina geral do steeland de aço inoxidável | Tipo: | Diâmetro interno do furo pequeno que sulca a lâmina |
|---|---|---|---|
| Amostra: | Disponível | Processando o tipo: | Ranhura |
| Revestimento: | pvd ou cvd | Uso: | partir-se e sulcar |
| Realçar: | Cara 8GR que sulca inserções,Cara que sulca a alta pressão das inserções,Ferramenta de alta pressão do sulco do torno do líquido refrigerante |
||
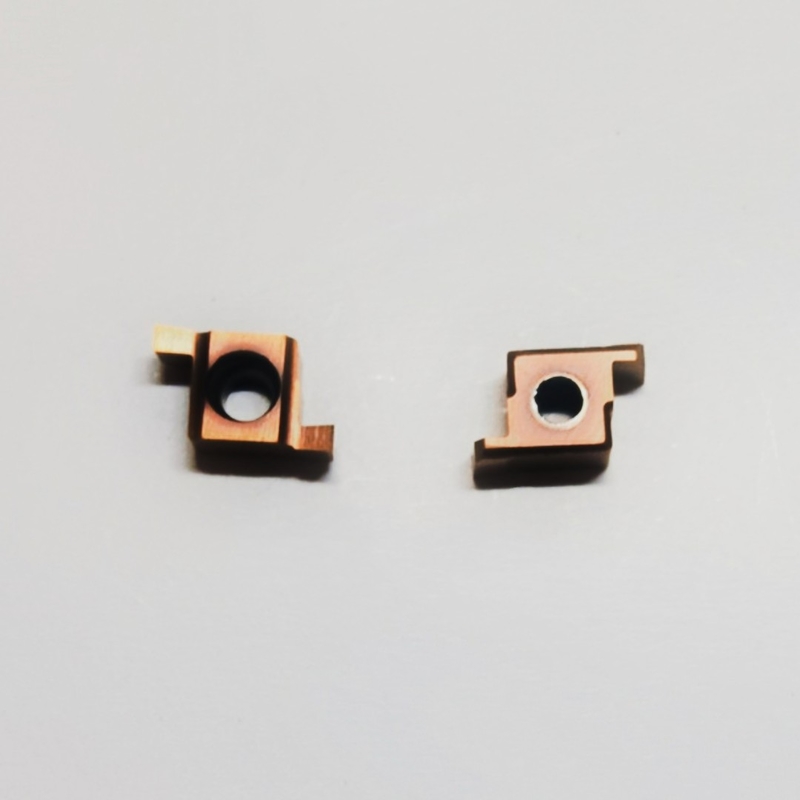
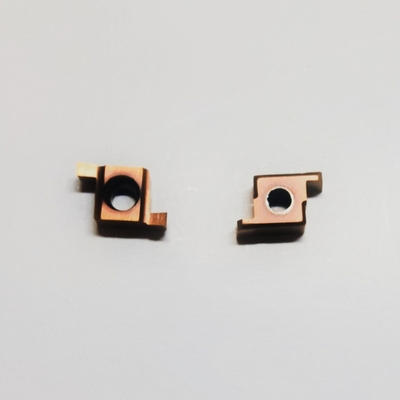
Diâmetro interno do furo pequeno do carboneto do CNC que sulca a lâmina 8GR150 para eliminar
Vantagem da característica:
| modelo | L1 (milímetro) | L2 (milímetro) |
| 6GR | 6,44 | 4,76 |
| 7GR | 7,36 | 5,56 |
| 8GR | 10,16 | 6,35 |
| 9GR | 12,95 | 6,35 |
Informações da empresa:
Nós somos empresa comercial com as 2 fábricas em Sichuan. China.
Um fabricante com 8 anos de experiências de produzir ferramentas de corte do carboneto,
incluindo o carboneto que gerencie, moendo, rosqueamento, sulcando a inserção, o moinho de extremidade do carboneto, os bocados de broca, etc.
Especificação completa da inserção de trituração do carboneto.
Atualmente nós temos mais de 2000 produtos diferentes principalmente do tipo pelo mundo inteiro.
sandvik, iscar, mitsubishi, kyocera, korloy, sumitomo, etc.
Nós podemos fornecer amostras grátis para a maioria de produtos (à exceção de alguns especiais, nós podemos se comunicar com você em detalhe). Você pode adicionar-me whatsapp&wechat para comunicar mais.
Informação técnica:
O entalho e a separação são pedidos de gerencio originais para muitas aplicações fazendo à máquina que exigem ferramentas especiais. Estas ferramentas podem ser consideradas como a extensão do gerencio ordinário em certa medida.
Entalhar e separar operações devem considerar três aspectos diferentes para determinar a melhor solução do método e do molde:
Características de workpiece divisor e sulcando:
Análise de exigências do tamanho e de qualidade do sulco ser processado: processando o tipo, a profundidade de sulco, a largura de sulco, o raio exterior e as exigências de qualidade.
Material, forma e quantidade do Workpiece.
Se o material tem a boa microplaqueta que quebra o desempenho
Grupo da produção: entalho único ou do grupo
Se o workpiece pode ser apertado com segurança
Remoção da microplaqueta
Parâmetros da máquina.
Estabilidade, poder e torque, especialmente para grandes componentes
Líquido e líquido refrigerante de corte
Se o material longo da microplaqueta precisa o líquido refrigerante de alta pressão de quebrar microplaquetas
Limite de velocidade
Use todo o apoio possível
A substituição oportuna das lâminas gastas fará o custo das lâminas novas mais econômico do que que das lâminas excessivamente gastas.
Substitua as hastes gastas ou danificadas.
Não tente reparar a torreta.
1) Cara dianteira a superfície em que a microplaqueta flui na ferramenta.
2) A superfície na cara principal e traseira da ferramenta que é oposta a e interage com a superfície feita à máquina no workpiece é chamada a cara principal e traseira da ferramenta.
3) A superfície na ferramenta com a cara traseira auxiliar da ferramenta que é oposta a e interage com a superfície feita à máquina no workpiece é chamada cara traseira auxiliar da ferramenta.
4) A linha da interseção entre a cara do ancinho e a cara principal do ancinho da ferramenta principal do de ponta é chamada o de ponta principal.
5) A linha da interseção entre a cara do ancinho e a cara traseira da ferramenta auxiliar do de ponta é chamada o de ponta auxiliar.
6) O ponto de interseção entre o de ponta principal e o de ponta auxiliar da ponta da ferramenta é chamado a ponta da ferramenta. A ponta da ferramenta é realmente um segmento pequeno da curva ou a linha, chamou o arredondamento da ponta da ferramenta e a chanfradura da ponta da ferramenta.
![]()
Pessoa de Contato: Mr. yuan
Telefone: +86 18797881202